A small tweak to your Start G-Code in PrusaSlicer can have a big difference on the warm up and mesh bed leveling routine on your printer.
What am I talking about? These little dots that appear at every mesh bed leveling point where your nozzle is oozing a little filament out every time. They are annoying and can cause issues with larger prints.
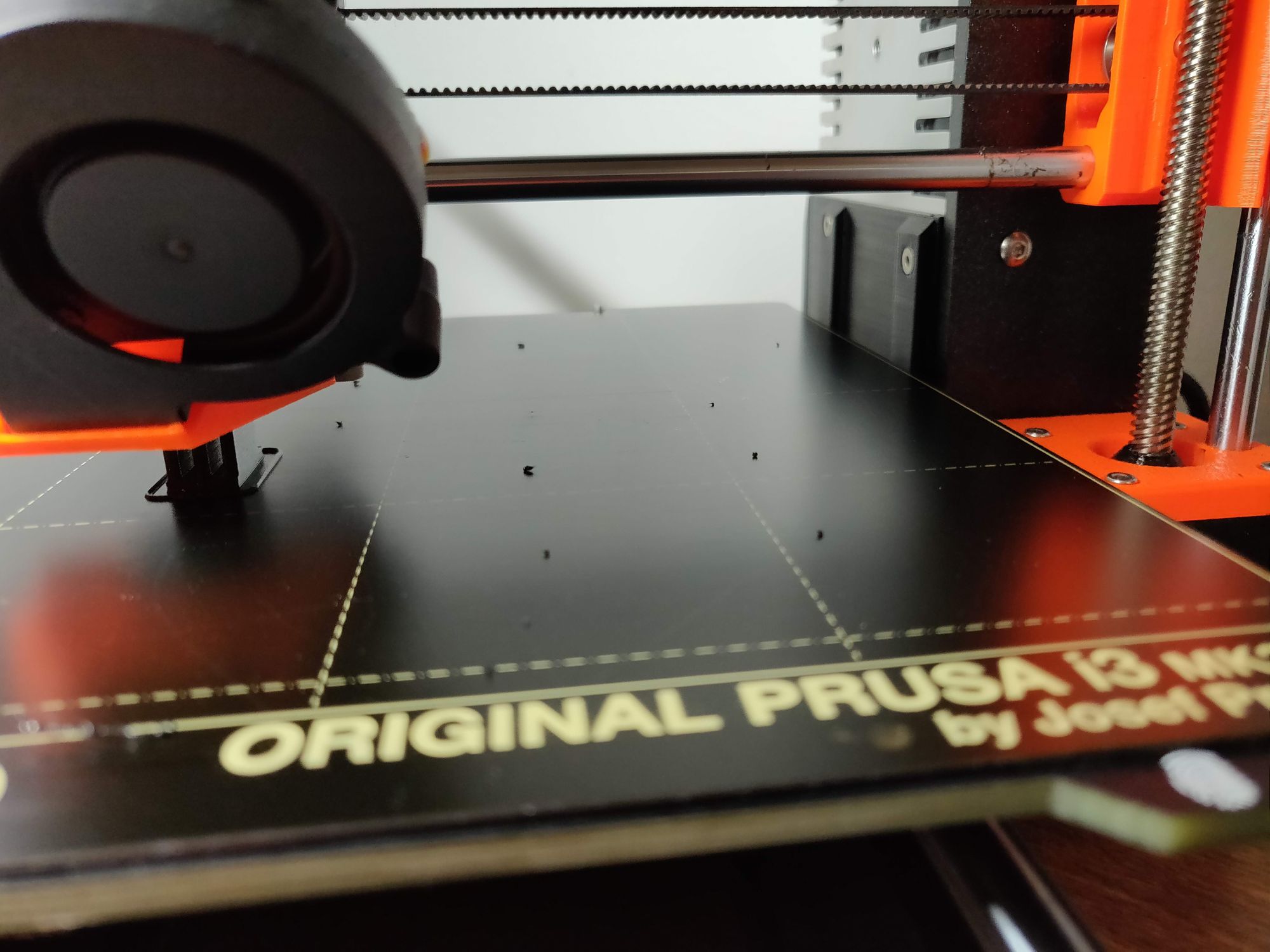
This problem didn’t used to be so bad when leveling only took place on a 3x3 grid but now we have 7x7. This means a potential for 49 little dots on the print surface and that just won’t do.
Here’s my tweaked start G-code I’ve been using to get around this issue.
M115 U3.7.1 ; tell printer latest fw version
G90 ; use absolute coordinates
M83 ; extruder relative mode
M140 S[first_layer_bed_temperature] ; set bed temp
M190 S[first_layer_bed_temperature] ; wait for bed temp
G28 W ; home all without mesh bed level
G80 ; mesh bed leveling
G28 W ; home all without mesh bed level
M104 S[first_layer_temperature] ; set extruder temp
M109 S[first_layer_temperature] ; wait for extruder temp
G1 Y-3.0 F1000.0 ; go outside print area
G92 E0.0
G1 X60.0 E9.0 F1000.0 ; intro line
G1 X100.0 E12.5 F1000.0 ; intro line
G92 E0.0
M221 S{if layer_height<0.075}100{else}95{endif}The difference between this and the stock code is that we warm up the bed but not the nozzle. Warming the bed means that you’re likely to get a more accurate leveling mesh than not. The nozzle temperature seems to have little impact on the accuracy to me.
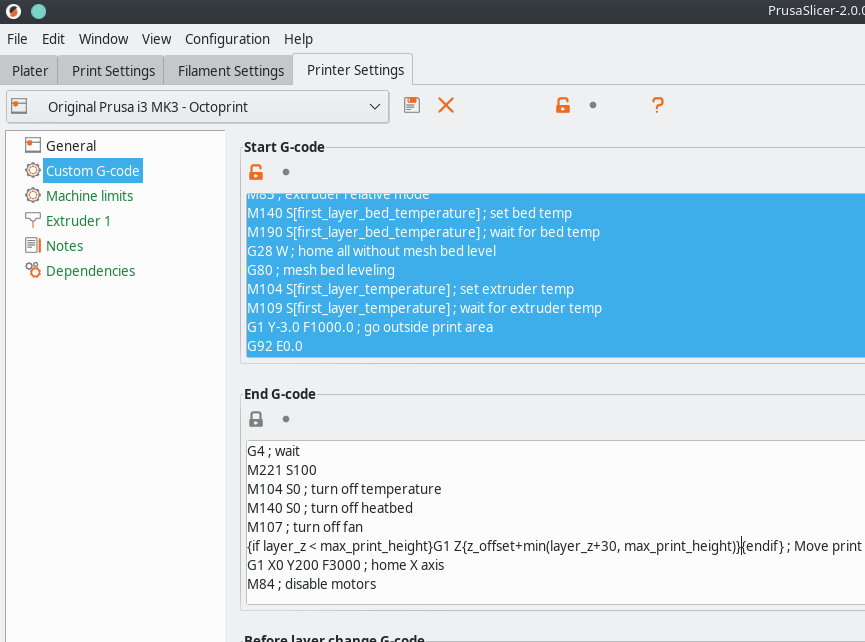
In PrusaSlicer enter the Printer Settings tab along the top and then the Custom G-Code menu option to the left. You can replace the entire contents of the Start G-code box with my code above and try it out for your next print.
That’s it. A nice and simple tweak that makes your life easier and doesn’t cost a penny. Nice!